Programación Dinamica: El objetivo de La Programación Dinámica no sólo tiene sentido en aplicarla por razones de eficiencia, sino porque además presenta un método capaz de resolver de manera eficiente problemas cuya solución ha sido abordada por otras técnicas y ha fracasado.
Donde tiene mayor aplicación la Programación Dinámica es en la resolución de problemas de optimización. En este tipo de problemas se pueden presentar distintas soluciones, cada una con un valor, y lo que se desea es encontrar la solución de valor óptimo (máximo o mínimo).
Modelo de Reposición: Encontrar el costo minimo de la operacion de una maquina y maximizar las utilidades en un periodo dado ("n" etapas), a traves de la toma de decisiones de remplazar y conservar la maquina en cada periodo, teniendo en cuenta lo siguiente:
- A medida que una maquina se conserva esta se vuelve mas antigua, aumentando su costo de operacion.
- Cada remplazo de una maquina, se hace que una suma considerable de dinero.
- Debemos encontrar las decisiones que optimizen el costo total de operacion y maximizen las ganancias, estos descisiones pueden ser:
- Conservar
- Remplazar
En ciertos periodos, la decisión puede ser indiferente, se puede Conservar o Rempazar, esta decision no altera la solucion optima del proceso.
FUNDAMENTO TEORICO
Tecnica de optimizacion que trata problemas de decision, donde las decisiones deben ser realizadas secuencialmente en muchos puntos en el tiempo.
En la Programacion Dianamica, los problemas de "n" variables se convierten en "n" subproblemas, cada uno de ellos de una variable.
Modelo de Reposición
Mientras mas tiempo este en servicio una maquina, su costo de mantenimiento es mayor y su productividad es menor.
Cuando la maquina llega a cierta antiguedad sera mas economico remplazarla. Es asi entonces que el problema se reduce a determinación de antigüedad mas economica de la maquina.
Los elementos del modelo de programacion dinamica son:
- La etapa i se representa por el periodo i, i =1,2,3... y n
- Las alternativas en la etapa (el periodo) i son el de remplazar o conservar la maquina al comenzar el año i.
- El estado en la etapa i es la antiguedad de la maquina al comienzo del año i.
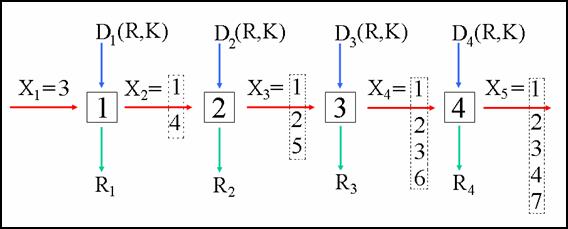
Una empresa debe determinar la política optima, durante los próximos 4 años (n=4), de reemplazo de una máquina, en la actualidad tiene 3 años. La siguiente tabla muestra los datos del problema. La empresa establece que toda la máquina que tenga 6 años de edad debe reemplazarse. El costo de una máquina nueva es $100000.

La determinación de los valores factibles de la edad de la máquina en cada etapa requiere de un análisis riguroso. En la figura se muestra la red que representa el problema















Observaciones:
- Se debe tener mucho analisis para identificar las variables de entrada (estados), ya que una mala decision en la eleccion de estas afectaria la totalidad del problema.
- Las decisiones no solo son Conservar o bien Remplazar en un periodo, sino puede existir el caso en que ingreso neto maximo del periodo, tanto para Conservar como al Remplazar una maquina pueden ser iguales, entonces si este es el caso, existen 2 posibles soluciones o rutas optimas.
- En un caso extremos, si en todas las etapas del periodo existen decisiones multiples, entonces existira una cantidad de soluciones maximas (rutas optimas), que es igual a una potencia de 2, elevada a la cantidas de etapas (periodos).
- Esta ultima observacion debe ser tomada en cuenta en la elaboracion de nuestro programa, ya que debemos considerar todas las soluciones posibles, aunque estas sean muy poco probables o casi imposibles.
Conclusiones:
- La utilizacion de la tecnica de progamacion dinamica es muy adecuada en la resolucion del modelo de remplazo, ya que nos permite trabajar con multiples decisiones en los diferentes periodos, ademas de reducir el numero de varibles, haciendo esto que al programar el problema en cualquier lenguaje de programacion, la solucion sea mas eficiente (corra mas rapido el programa), con esto ahorramos memoria del computador (no lo sobrecargamos), lo cual es muy importante, ya que reducimos el tiempo en la entrega de la solución.








